- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



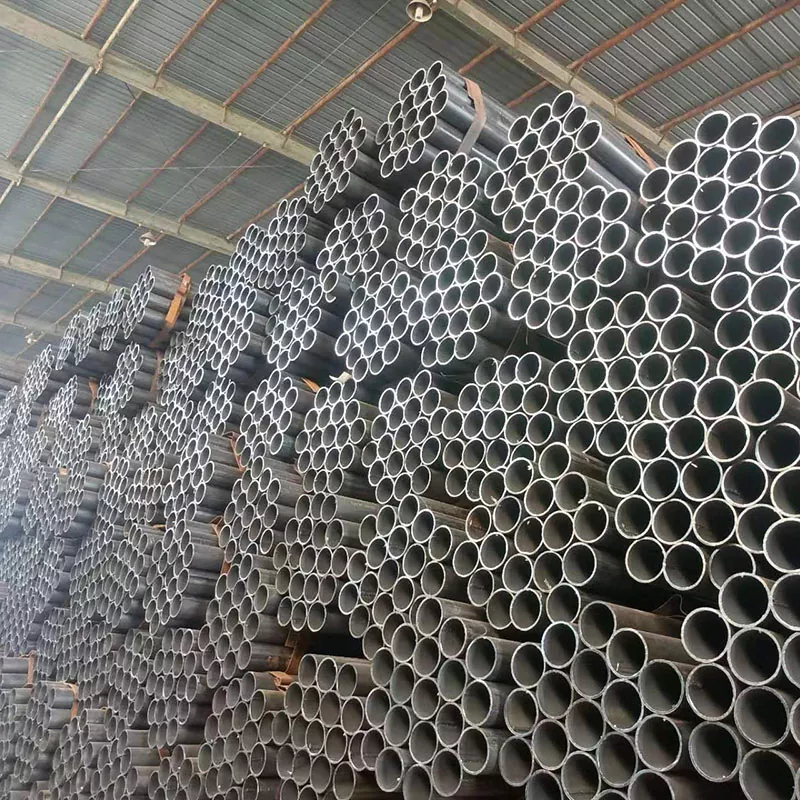


अनुदैर्ध्य वेल्डेड पाइप
Xinlida निर्माताद्वारा उत्पादित लोन्जिटुडिनल वेल्डेड पाइप भनेको स्टिल प्लेट वा स्टिल स्ट्रिप घुमाइएको हो, वेल्डिङ प्रविधि (जस्तै उच्च फ्रिक्वेन्सी वेल्डिङ वा जलमग्न आर्क वेल्डिङ) मार्फत सीधा रेखामा वेल्डेड गरी ट्यूबलर संरचना बनाउन सकिन्छ। सिमलेस स्टिल पाइपको तुलनामा, सीधा सिम स्टिल पाइपको उत्पादन प्रक्रिया कम बलियो छ, तर हामी कम बलियो हुन सक्छ। सिमलेस स्टील पाइप को।
सोधपुछ पठाउनुहोस्
उत्पादन विवरण
लामो समयसम्म वेल्डेड पाइपको निर्माण प्रक्रियाले "कच्चा माल प्रिट्रीटमेन्ट-फर्मिङ-वेल्डिङ-फिनिसिङ" को मुख्य प्रक्रियालाई पछ्याउँछ, र प्रत्येक चरण सटीक र बल नियन्त्रणको वरिपरि घुम्छ। विधिमा निम्न चरणहरू समावेश हुन्छन्: पहिलो, कच्चा पदार्थहरू तयार गर्ने, हट-रोल्ड स्टिल स्ट्रिप चयन गर्ने वा आधारभूत सामग्रीको रूपमा कुण्डल काट्ने, कच्चा पदार्थको स्ट्रिपको रूपमा। एक स्लिटिङ् मेसिन मार्फत व्यास आवश्यकताहरू पाइप गर्न, र त्यसपछि सतह अक्साइड स्केल र अशुद्धताहरू हटाउन लेभलिङ र डिरस्टिङ उपचार प्रदर्शन गर्नुहोस् ताकि वेल्डिङको गुणस्तरलाई असर गर्नबाट जोगिन; र त्यसपछि बन्ने चरणमा प्रवेश गर्दै, जहाँ स्टिल स्ट्रिपलाई निरन्तर रोलर बनाउने मेसिनको माध्यमबाट खुला गोलो ट्यूब खाली (वा वर्ग वा आयताकार ट्यूब खाली) मा बिस्तारै झुकाइन्छ, ताकि ट्यूब खालीका किनाराहरू पङ्क्तिबद्ध छन् र वक्रता एकरूप छ, र त्यसपछिको वेल्डिङको लागि आधार बनाउनुहोस्।
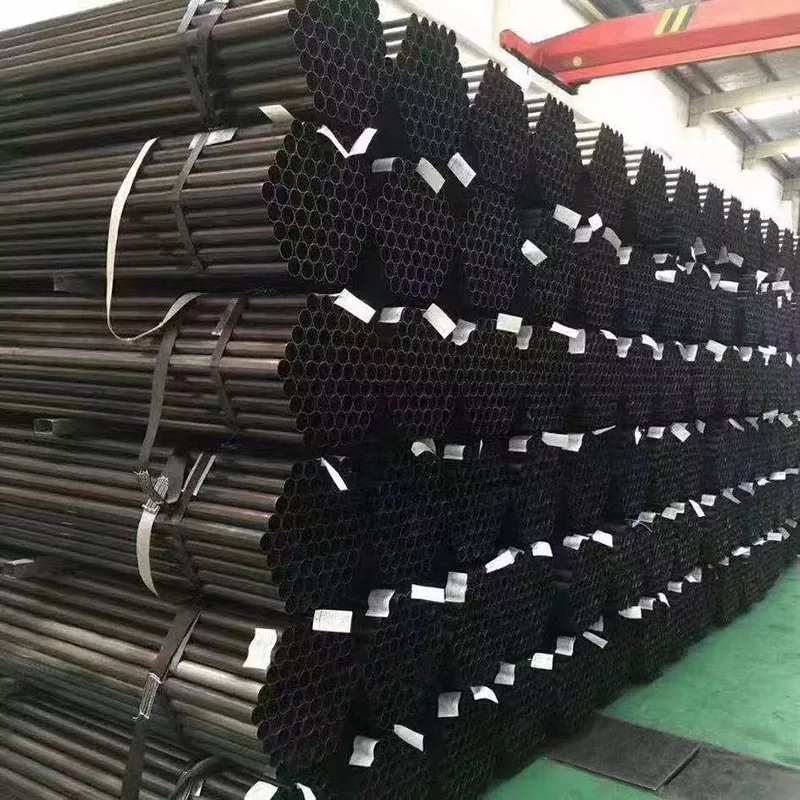


गठन पछि, ट्यूब खाली तुरुन्तै वेल्डिंग लिङ्कमा प्रवेश गर्दछ, र मुख्यधाराले उच्च आवृत्ति इन्डक्शन वेल्डिंग वा आर्क वेल्डिंगलाई अपनाउछ: उच्च-फ्रिक्वेन्सी वेल्डिंगले इलेक्ट्रोम्याग्नेटिक इन्डक्शन प्रयोग गर्दछ ट्यूब खालीको किनारलाई पग्लिएको अवस्थामा द्रुत रूपमा तताउनको लागि, र त्यसपछि वेल्डिंग पूरा हुन्छ र धातुको बल थिचेर बाहिर निकालिन्छ र आधारभूत बललाई रोल गर्न सकिन्छ। चाप वेल्डिङ बाक्लो पर्खालको ट्युबका लागि उपयुक्त छ, र जडानलाई इलेक्ट्रोड वा वेल्डिङ तारले पग्लिएको पोखरी भरेर प्राप्त हुन्छ। वेल्डिङ पछि, वेल्ड निरीक्षण (जस्तै अल्ट्रासोनिक र एक्स-रे निरीक्षण) गरी छिद्रहरू र दरारहरू हटाउने, मेसिनले पाइपलाई सीधा काटेर, मेसिनले सिधा पाइप काटेर क्यालिब्रेट गर्ने, फाइनलमा काट्ने जस्ता दोषहरू हटाउने काम गर्नुपर्छ। निश्चित लम्बाइ, र अन्तमा योग्य सीधा वेल्डेड पाइप उत्पादनहरू गठन गर्न अन्तिम सतह प्रशोधन र एन्टी-क्रोसन उपचार (जस्तै ग्याल्भेनाइजिंग र पेन्टिङ) पूरा गर्नुहोस्।


हट ट्यागहरू: चीन अनुदैर्ध्य वेल्डेड पाइप
सम्बन्धित श्रेणी
सोधपुछ पठाउनुहोस्
कृपया तलको फारममा आफ्नो सोधपुछ दिन स्वतन्त्र महसुस गर्नुहोस्। हामी तपाईंलाई 24 घण्टामा जवाफ दिनेछौं।





